2019.11.22 【はんだ特集】多様化するニーズに対応 はんだ付けロボの需要拡大
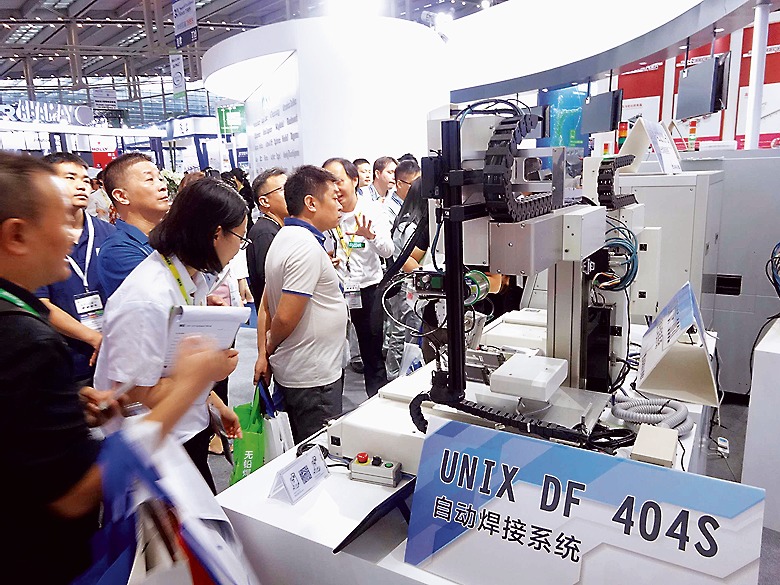
はんだ付けロボットの需要が中国はじめ世界に広がっている
 車載向けなど用途に応じた製品開発が進むはんだ業界
車載向けなど用途に応じた製品開発が進むはんだ業界
 進化するはんだ製品
進化するはんだ製品
はんだ製品が進化を続けている。モバイル端末、車載、産業機器などの最終製品別や、はんだ付けロボット、ディップ、ディスペンスなどはんだ付け工法の多様化、はんだビジネスのグローバル化に伴う顧客ニーズの広がりなどを背景に、はんだ各社は用途別新製品の開発を加速している。
電子・電気機器には、電気回路に電子部品や半導体を搭載したプリント基板(プリント配線板)が用いられている。このプリント基板の電気的接合のためにはんだが用いられる。プリント基板を完成させる製造技術・製造方法として表面実装技術(SMT)がある。
プリント基板は、ガラスエポキシの絶縁基板上に銅箔を張り、写真プリントの要領で配線パターンを印刷する。次にメタルマスクと呼ばれる配線パターンに合わせて穴の開いた板の上から「はんだ印刷機」でクリーム状のはんだを塗布する。
その後、「表面実装機(マウンタとも呼ばれる)」により電子部品や半導体などを搭載する。部品が搭載されたプリント基板は「リフロー装置」に送られ、250度前後の高温ではんだを溶かし、温度が下がればはんだが固まって同基板の電気回路と部品の接合が完了する。最後に電気回路に沿って正しく部品が搭載されているかを「外観検査装置」で検査して終了する。
はんだ付けのプロセス
はんだ付けの結合プロセスは、フラックス(ペースト状はんだ)による「酸化被膜除去」の後、母材とはんだにおける「濡れ」「溶解」「拡散」によって達成される。酸化被膜が除去された金属表面に溶融したはんだが濡れ広がり(濡れ)、はんだ成分中へ母材の金属成分が溶け込む(溶解)。金属成分が溶解する過程ではんだ材と母材の原子が相互に移動することで金属間化合物が形成される(拡散)。
この溶解と拡散によってはんだの金属間結合が達成できる。中でも「濡れ性」は製品の機能性や安全性に大きく影響するため、はんだ付けに欠かすことのできない特性になる。
はんだ合金はスズ(Sn)、銅(Cu)、鉛(Pb)系が主流だったが、鉛が環境に与える影響から、現在は鉛に代えてスズと銅に銀(Ag)を加えた製品が広く普及している。
日本では00年にJEITA(電子情報技術産業協会)がスズ、銅を基材に、銀の含有率を3%(質量比)にした「3銀」とも呼ばれる「SAC305」(業界の呼称)を「業界標準」として推奨。これまで家電、AV機器など広く採用されてきた。
その後、銀価格の上昇、プリント基板の高密度化、搭載部品の小型化、スマートフォンや自動車の電子化などの変化によって多様なはんだ製品が登場し、さらに進化を続けている。
車載基板向けはんだ製品
車載用基板のはんだには温度・湿度、振動、ほこりなど過酷な環境下で厳しく品質、信頼性が求められる。車載用基板のはんだ付け強度を高めるために低銀化とも関連してインジウム(In)、コバルト(Co)、アンチモン(Sb)、ゲルマニウム(Ge)など新しい材料を添加した製品に対応した多元素化の製品も増えてきた。
多元素化による高強度はんだは融点が高くなるが、プリント基板との膨張係数が異なることで、電子部品がダメージを受けやすくなる。SAC305と同等の温度環境で接合できるはんだ製品の開発が進んでいる。
環境への対応
かつてのはんだはスズを基材に鉛を使っていたが、環境への影響から鉛フリー化が進み、現在はさらにハロゲンフリーの製品も増えている。
ハロゲン化物は、はんだ接合時にはんだ表面の酸化膜の除去を行い、接合性を高める効果があることから、従来はフラックスのはんだ粉や松ヤニ成分に、活性成分としてハロゲン化物を添加していた。
ハロゲン元素を含んだものは燃焼(廃棄時の焼却)することで、毒性の高いダイオキシンや酸性雨の原因にもなるハロゲンガスを発生する。ハロゲンを抜くことで懸念される濡れ性・溶融性の低下に、新たな活性剤として有機酸やアミンなどが用いられるようになっている。
車載業界ではハロゲンフリーへの要求が高まっている。欧米の車載部品から要望が多いのは「J‐STD(ジェイスタンダード)規格」のROL0(アールオーエルゼロ)タイプ。
アルミ接合
最近、生産現場からの要望で増えているのがアルミ基板へのはんだ付け。背景には製品の軽量化やコストの点がある。はんだは銅系とニッケル系金属にのみ接合する。このためアルミにめっきを施してはんだ付けする。
ニッケルに対してのはんだ付けは濡れ性がポイントになり、はんだ各社は製品開発のテーマの一つとして取り組んでいる。
ボイド低減
ボイドは、はんだ付けに発生する気泡のことで、不良の原因になる。最近、はんだ業界でボイドが注目されているのは、車載用プリント基板が増えてきたことによる。自動車の電子化は高度な技術を必要とする。プリント回路基板のはんだ付けにも湿度、振動など過酷な環境下に耐える技術が要求される。はんだ付け不良の原因になるボイドを抑制することは重要な課題。
ボイドははんだが溶融して固まるときに発生する。ボイドを抑制するために最近注目されているのが真空リフロー装置。はんだ槽に真空のゾーンを設けてはんだ付けすることでボイドの発生を抑える。
はんだ付けロボット
はんだ付けロボットは従来、作業者が手作業で行っていたプリント基板のはんだ付けを自動化する装置。プリント基板はスマホやPC、薄型テレビ、冷蔵庫、自動車電装などほとんどの電気・電子機器に搭載されている。
チップ形状以外の部品、例えば形状の大きなコンデンサ、コネクタなどは表面実装後に手作業でプリント基板に搭載したり、部分的なはんだ付けは熟練した作業者が手作業で行っていた。人件費の高騰、熟練者不足、ヒューマンエラーなどの課題を解決するためにはんだ付けロボットが不可欠になっている。
はんだ付けロボットは加熱部、ロボット部、コントローラ部から構成される。ロボットにプログラミングすることで、自動的に必要な箇所のはんだ付けができる。はんだ槽を使わずテーブル、電源、ドライエアさえあればどこでも設置できるのが特徴。
はんだを溶かす加熱部はコテ式、半導体レーザー式、超音波式がある。コテ式は従来のはんだコテと同様で、作業を自動化したもの。半導体レーザー式は、高出力の半導体ダイオードレーザーを熱源として利用し、実装部品を非接触で局部加熱し、はんだ付けする。実装部周辺への熱影響を最小限に抑えることができる。超音波式は、コテ先を数㍃㍍の幅で振動させながらはんだ付けする。
【はんだ特集】目次
●多様化するニーズに対応 はんだ付けロボの需要拡大
●弘輝 高耐久合金組成ハロゲンフリーソルダペースト発売
●日本アルミット 印刷性に優れたソルダペースト
●ジャパンユニックス はんだ付けロボット UNIX-DFシリーズ主力展開







![【ものづくりワールド[東京]特集】RX Japan、ものづくり展第38回ものづくりワールド[東京] フィジカルAI展を初開催 東京ビッグサイトに2000社](https://dempa-digital.com/wp-content/uploads/2026/06/260629_07_hidari_doukou-375x250.jpg)