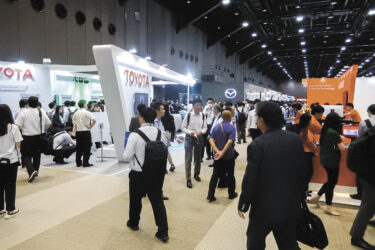
2024.01.24 【ネプコンジャパン/オートモーティブワールド特集】進化を続けるSMT

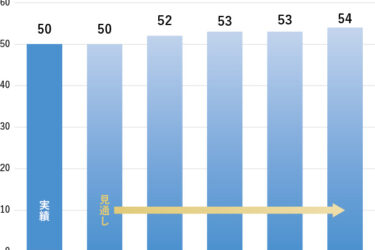
世界で高いシェアを誇る日本のSMT業界。その進化に期待が集まる
 半導体プロセスとSMTの融合が進む
半導体プロセスとSMTの融合が進む
最新技術でスマート化 人手不足解消へ省人化、自動化
高品質なものづくりを目指して、SMT(表面実装技術)は進化を続けている。人手不足の解決のための省人化、自動化が進む。半導体製品の小型化を受け、装置に求められる機能の高度化が進み、カーボンニュートラルへの対応も重要となる。
日本のものづくりは急速な少子高齢化の進展、熟練技術者からの技能継承などの課題を抱える。労働人口の減少により製造現場に省人化と全自動化へのニーズが高まった。
IoT技術を駆使して生産性を大幅に向上させる「スマートファクトリー」への関心は年々高まり、大手企業が先導する形で進んできた工場のスマート化は、中規模・小規模工場にも導入の機運が高まった。
実装機関連各社は他企業との連携を広げつつ、スマートファクトリーを推進。人手を介さずに装置自体の自己完結で高品質生産の実現を目指している。
別のプロセスだった実装部品の保管・供給や、実装後の手作業による大型部品などの搭載までSMTラインに組み入れて、トータルで自動化する動きも一般的になりつつある。
ネットワークに接続された装置同士が直接的に通信を行い、データの送受信や機器の自動制御などを行うM2M(Machine to Machine)技術、情報を収集するフィールドバスなどのネットワーク技術、測定値をさまざまな解析まで行うセンサー技術など、さまざまな技術がSMTをスマート化させている。
■半導体製造プロセスとSMT融合
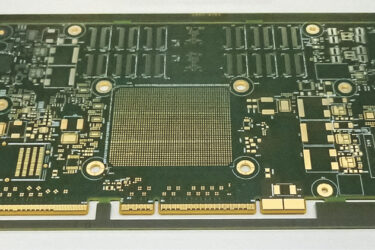
半導体製造プロセスとSMTの融合が進んでいる。実装機各社は新たな領域に掲げて本格的な事業化を推進。背景には半導体メーカーのボンディング・パッケージング技術の開発と多様化、多様なプロセスで製造された半導体デバイスと電子部品の混載など、加速する実装プロセスの進化がある。
半導体後工程では、メモリーやマイコンなど複数のチップをパッケージ内で3次元(3D)方向に積層して実装する3D実装や、異なるプロセスノードを使用してチップを製造、集積化するチップレット技術などパッケージング技術による高集積化を進めている。
3D実装は基板との接続に貫通電極(TSV)とバンプ(はんだボール)を用いるフリップ実装が増え、複数のベアチップや受動部品などを複数搭載して一つのICとしてパッケージングするMCM(マルチチップモジュール)も増加。ボンディングなどの製造プロセスは、SMTが応用されるケースが増えている。
■プリント基板検査装置
プリント基板検査装置には、はんだ印刷検査装置(SPI)や外観検査装置(AOI)、Ⅹ線検査装置(AXI)がある。
実装工程の基板検査は従来、人による目視検査が多かったが、熟練が必要。プリント基板の配線も高密度化され、目視検査が難しくなり、検査装置はSMT工程において不可欠な装置として需要が高まった。
プリント基板の平面(2次元)に光を照射して画像処理する「2次元(2D)方式」で検査していた。最近は平面検査に高さも加え、より精密に検査する「3次元(3D)方式」が主流になっている。2D方式では困難だった部品浮きやICリード浮き、はんだ量、体積量比較、大型部品の反りなどの検査が3D方式で可能になる。
また、プリント基板検査装置で不具合が判明した場合、前工程のはんだ印刷機、表面実装機に信号を送る(フィードバック)ことで、不具合を自動的に修正する自己完結型の生産ラインが実用化されている。
■はんだ技術
はんだ業界は「熱」を扱うため、CO₂削減に対する関心が高く、SMT業界と連携しながらカーボンニュートラルに貢献するさまざまな取り組みを本格化している。
はんだ付けプロセスの温度を下げることは、結果的にCO₂削減につながる。はんだは合金であり、組み合わせる金属組成によって融点が異なる。
これまで電子情報技術産業協会(JEITA)が標準組成として推奨してきたSn(スズ)+Ag(銀)+Cu(銅)系の「SAC305」(Sn-3.0Ag-0.5Cu)の融点は217度だが、一般的には220~250度のはんだが用いられる。融点を下げることは、はんだ槽の省電力化や実装工程の効率化、実装デバイスのダメージ軽減など利点が多く、その結果がカーボンニュートラルにつながる。はんだはBi(ビスマス)、In(インジウム)、Cd(カドミウム)などが含有されると融点が183度未満に下がる。
こうした低融点はんだを使用したソルダーリング工法をSMT業界に本格的な提案を始めている。